Гибка металла
Гибка – это способ обработки материала давлением для придания металлической заготовке или ее части изогнутой формы. Эта технологическая операция предназначена для формообразования пластичных металлов в холодном или горячем состоянии. Традиционно гибке подвергают стали, дюралюминий, медь, латунь, никель, титан. Среди железоуглеродистых сплавов пластическому деформированию хорошо поддаются коррозионностойкие сплавы, конструкционные низколегированные либо низкоуглеродистые стали.
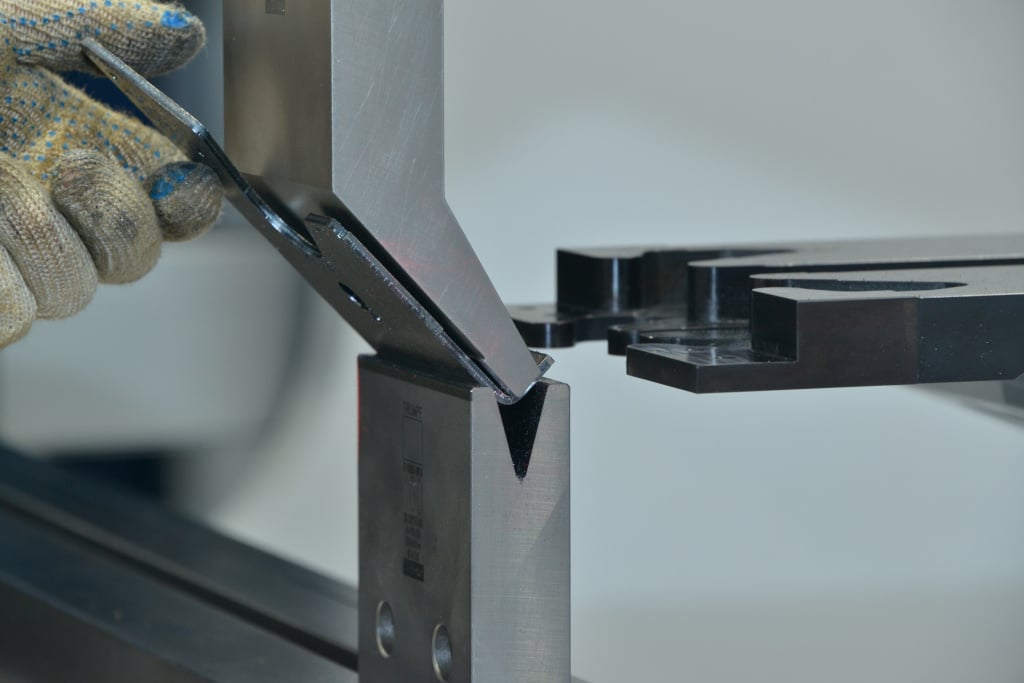
Сущность процесса гибки состоит в том, что одна часть исходной заготовки перегибается относительно другой на требуемый угол. При этом в наружных слоях заготовки возникают растягивающие напряжения, а во внутренних слоях – сжимающие. Это приводит к небольшому утонению стенки металла и возникновению явления упругого восстановления. Для сохранения приданной формы величина прикладываемой внешней изгибающей нагрузки к заготовке должна превышать предел упругости металла. Основными характеристиками, определяющими требования к операции гибке, считаются угол сгиба, минимальный внутренний радиус сгиба, форма и размеры поперечного сечения металлопроката, толщина металла, физико-механические свойства обрабатываемого сплава.
Виды гибки
Листовой и полосой металлопрокат допустимо гнуть несколькими способами. Различают радиусную (U- или S-образную), одноугловую (V-образную), двухугловую (П- или Z-образную) и многоугловую гибку. Эту операцию выполняют на механических, гидравлических, пневматических, электромагнитных или электромеханических листогибочных прессах, а также с помощью ручных листогибов. Основными методами обработки являются свободная и калибровочная гибка. В первом случае между металлическим листом и дном матрицы остается воздушный зазор, во втором случае лист полностью прижат к дну и боковым стенкам матрицы. Обычно пластическому деформированию подвергают листовой металл длиной до 10 м и толщиной до 200 мм. Формирование кромок на листах для получения замковых соединений, наподобие лежачих или стоячих фальцев, производят на электромеханических фальцепрокатных либо гидравлических кромкогибочных станках.
Трубный прокат круглого и профильного сечения изгибают методом обкатки на специальных трубогибах. Последние также служат для загиба по заданному радиусу либо на определенный угол прутков, стержней, арматуры, катанки, проволоки. Требуемый угол сгиба (до 360 градусов) задается благодаря использованию сменных колодок-шаблонов различных размеров и конфигурации. В особых случаях возможно выполнять сложную гибку полых или сплошных изделий в виде спиралей, змеевиков, замкнутых многоугольников. Распространенными видами трубогибов являются ручные, пневматические, электрогидравлические и электромеханические модели. Крупногабаритные изделия диаметром до 1020 мм и толщиной стенки до 30 мм обрабатывают на гидравлических трубогибочных станках, иногда с помощью индукционного нагрева. При этом температура нагрева материалов кольцевыми индукторами составляет 600–1200 С.
Профильный металлопрокат в виде тавров, двутавров, швеллеров, уголков, рельсов изгибают как на ребро, так и на плоскость. Данные виды проката чаще всего гнут в холодном состоянии. Указанную операцию выполняют на ручных, электромеханических или гидравлических профилегибочных станках. При необходимости обработку стальных толстостенных заготовок на большой или малый радиус изгиба ведут с использованием индукторов токов высокой частоты (ТВЧ). Конструкция данных медных проводников часто имеет форму обрабатываемой поверхности. В таких индукторах для ТВЧ-нагрева металл разогревается до 800–1200 С. Для заготовок из цветных сплавов иногда применяют нагрев открытым пламенем бензиновых либо газовых горелок. Горячая гибка металлических профилей относится к сложным операциям, она может выполняться как во время нагрева, так и непосредственно после него.
Область применения
Гибка металла успешно используется во всех отраслях народного хозяйства. Гнутая металлопродукция востребована в строительстве, нефтехимической промышленности, машиностроении, энергетике, производстве транспортных средств, жилищно-коммунальном секторе, мебельной индустрии, быту. Ее применяют при изготовлении следующих изделий:
- охлаждающие коллекторы сталеплавильных печей, змеевики холодильников отбора проб;
- пневмомагистрали в самолетах, выхлопные трубы автомобилей, маслопроводы в тракторах;
- монорельсы для тельферов, балки подкрановых путей, поворотные рельсы;
- отводы трубопроводов, полотенцесушители, прямоугольные воздуховоды;
- стенки металлических шкафов, ножки предметов мебели, подстолья;
- корпуса бытовой техники, панели приборов, дверцы электрощитов;
- гусаки поворотных устройств, скобы, хомуты, гибкие медные шины;
- элементы спортивных тренажеров, части детского игрового оборудования;
- кронштейны консольных светильников, рамы уличных велопарковок;
- арочные каркасы теплиц, оранжерей, ангаров, туристических палаток;
- водосточные желоба, кровельные костыли, имбусовые ключи.
Современное гибочное оборудование позволяет получать гнутый прокат с высокой точностью угла сгиба или радиуса кривизны, сохранением геометрических размеров поперечного сечения, минимальным повреждением наружной и внутренней поверхности. Благодаря этому возможна обработка металлических заготовок с полимерными пленками, лакокрасочными покрытиями, цинковыми либо кадмиевыми защитными слоями.


Скачать прайс